КАК КОВАЛИ НОЖИ
По следам древних культур. Древняя Русь
Нож — наиболее часто встречаемая находка. Археологи находят много ножей в древнерусских городах, городищах, селищах, курганах и могильниках. Наиболее универсальное орудие труда — нож был необходимой принадлежностью мужчины и женщины, земледельца и ремесленника, воина и охотника, в рукоделии и при приготовлении пищи. В курганах ножи составляют одну из самых массовых принадлежностей погребения. Все древнерусские ножи имеют клиновидное сечение, а поэтому спинка лезвия у них была толще, чем у современных. Размеры клинка по длине варьируются от очень маленьких, миниатюрных лезвий величиной 4 см до больших массивных полотен размером 18 — 20 см. Формы древнерусского ножа разнообразны, но в основном встречаются два типа ножей. Для одного из них характерен клинок с прямой спинкой и криволинейным лезвием и для другого клинок с криволинейной спинкой и криволинейным лезвием (кинжалообразные). На Киевщине и в Приладожье, на Смоленщине и в Поволжье мы встречаем совершенно одинаковые формы и размеры ножей. Такое же однообразие мы наблюдаем при сравнении городского и деревенского инвентаря. Рукоятки ножей делались из разных пород дерева и из кости. Очень часто рукоятки, особенно костяные, украшались циркульным или линейным орнаментом. Иногда деревянные рукоятки обматывались медной или серебряной проволокой. Пригонялись и цельнометаллические рукоятки, литые, медные, с плетеным орнаментом на концах.
Основой древнерусской технологии изготовления ножа было сочетание в изделии двух материалов — железа и стали механическим и химикотермическим путем с последующей термической обработкой. Древнерусские кузнецы, изготовляя ножи, применяли пять разнообразных технологических приемов, каждый из которых отвечал техническим условиям изготовления ножа. Эти технологические приемы заключались в следующем (рис. 3).
а) Сварка лезвия ножа из трех полос. В середине клинка проходила стальная полоса, по бокам железные.
б) Наварка стального лезвия на железную основу клинка ножа.
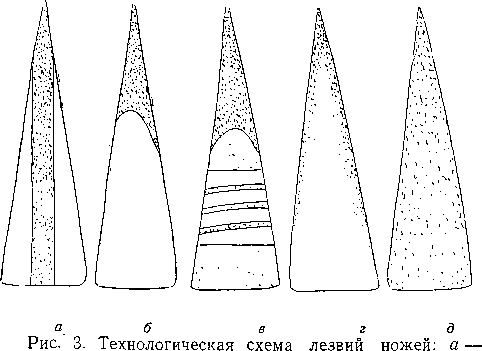
многослойное сварное лезвие, б — наварка стального острия, в — узорчатый обух и стальное лезвие, г — цементированное лезвие, д — цельностальное лезвие
167
в) Комбинированная еварка с изготовлением узорчатого обуха.
г) Цементация железного клинка ножа.
д) Цельностальные ножи.
Мы подробно опишем два технологических приема производства ножей, технику изготовления многослойных лезвий и узорчатых клинков.
Изготовление слоистого лезвия, у которого в середине ^ клинка проходит стальная полоса, технически наиболее целесообразно, но в то же время более трудоемко и сложно. При таком строении нож приобретал наибольшую вязкость и упругость клинка и высокую твердость стального закаленного лезвия. Подобная конструкция лезвия позволяла пользоваться ножом до максимального стачивания всего клинка — сколько бы мы ни точили лезвие, на острие всегда будет сталь. Толщина вваренной стальной полосы колебалась от 0,5 до 1,1 мм.
При микроструктурном анализе ножей подобной технологии на поперечных лезвиях мы обнаружили следующую структуру. Посредине клинообразной фигуры проходила темная полоса стали (рис. 4, 5). В зависимости от условий находки ножа стальная полоса была в отожженном или в термически обработанном состоянии. По бокам от этой полосы располагались железные полосы. Между стальной и железными полосами проходили сварочные швы. Швы были, как правило, тонкие, без шлаковых включений (рис. 6).
На основании этой схемы техника изготовления ножа представляется следующей: 1) подготовка двух железных и одного стального брусков;
2) отковка-вытяжка железных и стального брусков в полосы толщиной 3 — 5 мм; 3) сварка полос; 4) проковка сваренной полосы до толщины, / почти равной толщине спинки будущего ножа; . 5) вытяжка черенка; 6) выточка лезвия клинка на точильном кругу; о том, что после сварки полосы лезвие клинка не выковывалось, а точилось, говорит форма вваренной стальной полосы, которая по всей поверхности сечения клинка имеет одинаковую толщину; за это же говорит и расположение волокон в железе — они всегда идут параллельно вваренному лезвию, а не вытягиваются клинообразно по форме ножа; 7) термическая обработка; все исследованные ножи этой группы были термически обработаны или сохранили следы термической обработки; 8) шлифовка и полировка; 9) насадка рукоятки; 10) отточка лезвия.
Большинство ножей описанной нами технологии датируется X веком. В эту группу вошли бытовые ножи с городищ и боевые ножи — «заса-пожники» из дружинных курганов.
Остановимся на втором технологическом приеме изготовления ножей, на комбинированной сварке с изготовлением узорчатого обуха. Образец подобной работы представлен ножом из Новгорода (рис. 7). Датируется он XI веком. Нож — славянского типа с деревянной рукояткой. Клинок по ширине состоит из двух полос: собственно лезвия и широкого обуха. Обух в свою очередь был сварен из трех полос: двух крайних и средней узорчатой. На шлифе этого ножа обнаружилась следующая структура. Нижняя часть клинка (само лезвие) имела структуру закален-
168
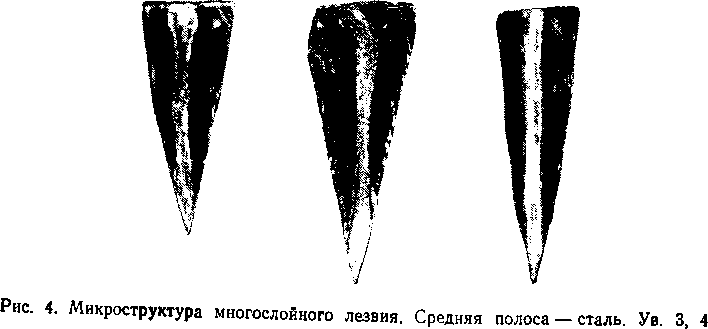
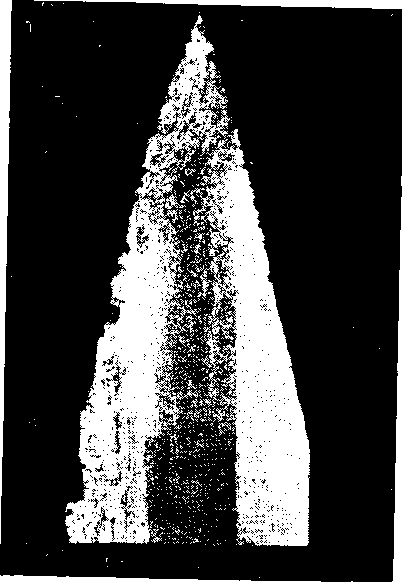
Рис. 5. Микроструктура многослойного лезвия. Темная полоса - сталь, белая-железо
Ув. 32
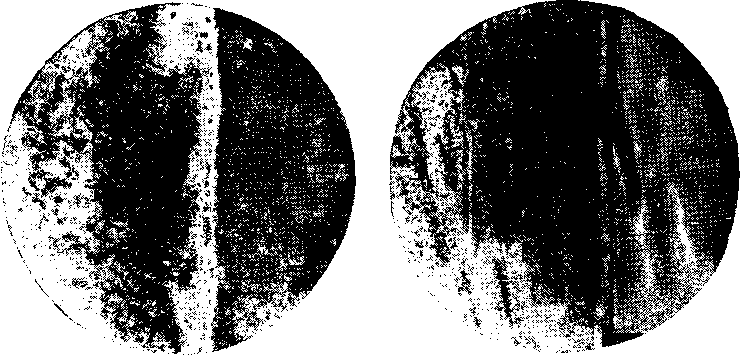
Рис. 6. Микроструктура лезвий ножей. Сварочные швы. Ув. 100

Рис. 7. Нож с узорчатым обухом. XI век. 7я натуральной величины

Рис. 8. Микроструктура лезвия косы. Средняя темная полоса — сталь. Ув. 3, 4
ной стали. Выше находилась соединенная чистым сварочным швом нижняя полоса обуха, затем шла зона железа с четырьмя тонкими стальными полосками, расположенными параллельно шву (полоса с узором). Сверху у обуха была приварена еще полоса стали (см. рис. 3, в).
Наибольший технологический интерес в технике производства ножа представляет изготовление фигурной части лезвия. Она состоит из собственно узорчатой полосы с приваренными по краям стальными полосами. Узорчатая полоса изготовлялась следующим путем. Из трех полос — железной, стальной и железной — сварили брусок (пакет), затем его вытянули и, сложив вдвое, сварили, опять вытянули, затем опять сложили и опять вытянули. После этого при сильном нагреве (до сварочного жара) брусок по продольной оси скрутили винтом и обточили в прямоугольный брусок. Затем приварили два стальных бруска и опять обточили в прямоугольный брусок. После этого к полосе приварили стальное лезвие, грубо выковали клинок и приварили его одним концом к планке с черенком. Затем на точиле клинку придали окончательную форму и подвергли термической обработке. Закалка произведена была местная, то есть закалили только острие лезвия. О широком знакомстве древнерусских кузнецов с сложноузорчатой сваркой писал в середине XI века хорезмийский ученый Ал-Бируни. Но он упоминал лишь о производстве узорчатых мечей. Новгородский нож говорит нам о том, что сложную технологию комбинированной узорчатой сварки древнерусские кузнецы применяли и на таких массовых изделиях, как ножи.
Рассмотренные нами технологические приемы изготовления ножа показывают, что ремесленники применяли очень сложную, рационально разработанную технологию производства, вполне отвечающую техническим условиям, предъявляемым к ножу. В технологии производства ножей ремесленники виртуозно применяли сложные операции: сварку железа и стали (даже высокоуглеродистой), цементацию железа и термообработку стали. Часто исследователя поражает тонкость самой работы, например многослойная сварка двух железных и одной стальной полос при толщине стальной полосы 3—4 мм и длине 30—50 мм. Сталь на ножи шла хорошего качества, с однородной структурой. Содержание углерода колебалось от 0,35 до 0,85 процента.
Различия в технике изготовления ножей, найденных в городах и деревенских курганах X—XIII веков, мы не обнаружили. Также нет различия в технике производства и по территориям, но интересно изменяется технология во времени. В IX—X веках городские ремесленники, изготовляя ножи, применяют в основном довольно сложную технологию — сварку многослойного лезвия с последующей термической обработкой. Но в XI и особенно в XII веке эта технология целиком вытесняется более легкой, а следовательно, менее трудоемкой техникой наварки стального лезвия. Объясняется это явление следующим. В X веке, когда сбыт у ремесленника был еще очень ограничен и он работал по заказу очень небольшого круга потребителей, ножовник применяет в своем ремесле трудоемкую, тонко разработанную технологию. В XI и особенно в XII веке сбыт город
169
ского ремесленника значительно расширяется, ножей в связи с расширением товарного производства стало требоваться больше, и он начинает работать на рынок. Вследствие этого он становится экономически более зависимым от производительности своего труда. Желая уменьшить себестоимость изготовления ножа, он упрощает технологию, делая своеобразную рационализацию техники производства. При этом следует заметить, что технология многослойной сварки лезвий древнерусскими ремесленниками в XI—XII веках совсем не отбрасывается, а в силу технической необходимости применяется при изготовлении других изделий.
Назад Вперед